Thay đổi ngôn ngữ :
Bạc lót trơn - Lắp đặt và dung sai


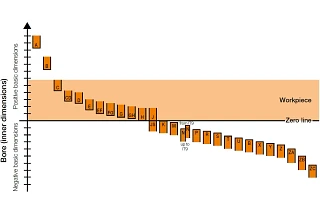
Dung sai tiêu chuẩn cho lỗ lắp bạc lót là bao nhiêu?
Bạc lót iglidur là loại bạc lót lắp ép (press-fit), được ép vào lỗ lắp có dung sai H7 với độ dôi (oversize) phù hợp. Dung sai trục tối thiểu khuyến nghị là h9. Đường kính trong của bạc lót chỉ được xác lập chính xác sau khi ép vào lỗ lắp H7. Độ dôi lắp ép có thể lên đến 2% đường kính trong của bạc lót. Điều này giúp đảm bảo mối lắp ép chắc chắn và ngăn ngừa sự dịch chuyển theo phương trục và phương hướng kính trong vỏ.
Lỗ lắp trong vỏ cần được gia công theo dung sai H7 cho tất cả các bạc lót, đồng thời phải đảm bảo bề mặt nhẵn, đồng đều và có vát mép. Việc lắp ráp nên sử dụng máy ép phẳng; tránh dùng chốt căn tâm hoặc chốt hiệu chuẩn vì có thể làm hỏng bạc lót và gây tăng khe hở làm việc.
Dung sai ISO cho bạc lót trơn iglidur [mm]
| Đường kính ngày 1 | Vỏ H7 | Trục h9 | E10 (dung sai theo ISO 3547-1) | E11 (dung sai theo ISO 3547-1) | F10 (dung sai theo ISO 3547-1) | D11 (dung sai theo ISO 3547-1) |
|---|---|---|---|---|---|---|
| cho đến 3 | +0.000 +0.010 | -0.025 +0.000 | +0,014 +0,054 | +0.014 +0.074 | +0,006 +0,046 | +0.020 +0.080 |
| > 3 đến 6 | +0.000 +0.012 | -0.030 +0.000 | +0,020 +0,068 | +0.020 +0.095 | +0,010 +0,058 | +0.030 +0.105 |
| > 6 đến 10 | +0.000 +0.015 | -0.036 +0.000 | +0,025 +0,083 | +0,025 +0.115 | +0,013 +0,071 | +0.040 +0.130 |
| > 10 đến 18 | +0.000 +0.018 | -0.043 +0.000 | +0,032 +0,102 | +0.032 +0.142 | +0,016 +0,086 | +0.050 +0.160 |
| > 18 đến 30 | +0.000 +0.021 | -0.052 +0.000 | +0,040 +0,124 | +0.040 +0.170 | +0,020 +0,104 | +0.065 +0.195 |
| > 30 đến 50 | +0.000 +0.025 | -0.062 +0.000 | +0,050 +0,150 | +0.050 +0.210 | +0,025 +0,125 | +0,080 +0.240 |
| > 50 đến 80 | +0.000 +0.030 | -0.074 +0.000 | +0,060 +0,180 | +0.060 +0.250 | +0,030 +0,150 | +0.100 +0.290 |
| > 80 đến 120 | +0.000 +0,035 | -0.087 +0.000 | +0,072 +0,212 | +0.072 +0.292 | +0.036 +0.176 | +0.120 +0.340 |
| > 120 đến 180 | +0.000 +0.040 | -0.100 +0.000 | +0,085 +0,245 | +0.085 +0.335 | +0.043 +0.203 | +0.145 +0.395 |
Tài liệu white paper được đọc nhiều nhất của chúng tôi
Dung sai – Lắp đặt – Đo kiểm bạc lót
Vì sao tài liệu Bạc lót nhựa: dung sai, lắp đặt và đo kiểm của chúng tôi được quan tâm nhiều? Vì tài liệu này giúp loại bỏ các lỗi phổ biến nhất trong quá trình làm việc hằng ngày với bạc lót nhựa:
❌ Thiết kế dung sai bạc lót không chính xác
❌ Đo kiểm bạc lót sai kỹ thuậts
❌ Hư hỏng bạc lót do lắp đặt không đúng cách
Sách trắng bao gồm các chủ đề sau, trong số những chủ đề khác:
Thiết kế dung sai để đảm bảo khe hở bạc lót chính xác
✅ Mối lắp ép và khe hở bạc lót
✅ Độ hút ẩm của vật liệu
✅ Sự giãn nở nhiệt của nhựa
✅ Dung sai lắp đặt khuyến nghị
Chuẩn bị lỗ lắp bạc lót
✅ Đo kiểm bạc lót chính xác
✅ Kiểm tra đường kính trong của bạc lót
Lắp đặt bạc lót nhựa đúng kỹ thuật
✅ Tầm quan trọng của dung sai lắp đặt
✅ Chuẩn bị lỗ lắp bạc lót
Dung sai lắp đặt khuyến nghị cho bạc lót
Chiều cao lắp đặt và dung sai của bạc lót iglidur phụ thuộc vào vật liệu và độ dày thành bạc. Độ hấp thụ ẩm và sự giãn nở nhiệt là các yếu tố quyết định đến đặc tính vật liệu. Bạc lót có độ hút ẩm thấp có thể lắp với khe hở làm việc nhỏ. Đối với độ dày thành: bạc càng dày thì khe hở làm việc yêu cầu càng lớn.
Điều này dẫn đến các cấp dung sai khác nhau cho bạc lót iglidur. Với các dung sai này, bạc lót iglidur có thể vận hành theo đúng khuyến nghị lắp đặt trong dải nhiệt độ cho phép và trong môi trường có độ ẩm lên đến 70%. Trong môi trường độ ẩm cao hoặc khi bạc lót vận hành dưới nước, nên ưu tiên vật liệu có khả năng hút ẩm thấp.
Thông tin chi tiết có thể được tìm thấy trong tài liệu white paper miễn phí của chúng tôi
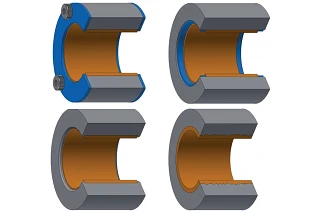
Các phương pháp lắp ép bạc lót
Phương pháp ép thủy lực hoặc cơ khí
Phương pháp phổ biến nhất là lắp ép cơ khí bạc lót bằng máy ép tay. Sử dụng chày ép phẳng để ép bạc lót vào lỗ lắp. Không nên sử dụng chốt căn tâm hoặc chốt hiệu chuẩn vì có thể gây nứt theo đường hàn và làm tăng khe hở bạc lót.
Lắp đặt bạc lót khi không có máy ép
Nếu không có máy ép hoặc điều kiện không cho phép, bạc lót có thể được lắp cẩn thận bằng búa cao su. Nên sử dụng một miếng gỗ giữa búa và bạc lót để tránh gây hư hỏng trong quá trình lắp đặt.
Lắp ráp tự động bạc lót
Khi triển khai lắp ráp tự động (toàn phần hoặc một phần), việc cấp liệu và định vị chi tiết chính xác là yếu tố đặc biệt quan trọng. Việc tối ưu hình dạng chi tiết theo quy trình lắp ráp là cần thiết. Với bạc lót nhựa, khả năng thiết kế gần như không bị giới hạn. Các thiết kế như đường kính côn, rãnh hoặc cơ cấu chống xoay có thể được triển khai với chi phí tối ưu.

Bạc lót igutex® sau khi làm co nguội (shrinking)
Phương pháp co nguội (shrinking) cho bạc lót
Làm lạnh bạc lót giúp quá trình lắp ép (press-fit) trở nên dễ dàng hơn. Bạc lót được làm lạnh bằng nitơ lỏng, co lại về kích thước và nhờ đó dễ dàng lắp vào lỗ hơn. Trước khi thực hiện co nguội, bạc lót cần được vệ sinh kỹ và kiểm tra hư hỏng. Sau khi trở về nhiệt độ bình thường, vật liệu giãn nở trở lại và bạc lót được cố định chắc chắn trong lỗ lắp.
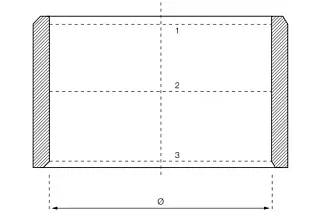
Vị trí các cấp đo (1, 2, 3 = các đường đo) của bạc lót
Kiểm tra vị trí lắp bạc lót
Bạc lót iglidur là loại bạc lót lắp ép, được thiết kế cho lỗ lắp tiêu chuẩn H7. Mối lắp ép này vừa giúp cố định bạc lót trong vỏ, vừa định hình chính xác đường kính trong của bạc lót sau khi lắp. Bạc lót được kiểm tra và lắp vào lỗ có kích thước nhỏ nhất, sử dụng cả đồng hồ so (dial gauge) và dưỡng kiểm (plug gauge).
- Sau khi ép vào lỗ, đầu “GO” của dưỡng kiểm (plug gauge) phải đi qua bạc lót một cách trơn tru.
- Sử dụng thiết bị kiểm tra trượt, cần đảm bảo đường kính trong của bạc lót nằm trong dung sai quy định (trung bình trên các mặt phẳng đo – xem sơ đồ minh họa).
Chốt định vị bạc lót (locating spigot)
Trên thực tế, bạc lót có thể bị “trượt ra” khỏi lỗ lắp nếu mối lắp ép (press-fit) bị mất. Bạc lót thường được cố định bằng phương pháp ép chặt trong lỗ lắp có dung sai nhỏ hơn một chút. Dưới tác động của lực ép cơ học, bạc lót được giữ chắc trong lỗ. Nếu lực ép này bị suy giảm do nhiệt độ cao hoặc do tải trọng vượt mức cho phép trong thời gian dài, liên kết press-fit cũng sẽ giảm.
Ngoài ra, cũng có thể xảy ra trường hợp dung sai gia công của lỗ lắp không chính xác, khiến kích thước lỗ không đủ độ chặt yêu cầu. Trong trường hợp này, bạc lót không thể tạo đủ lực ép để hình thành mối lắp press-fit ổn định. Kết quả là bạc lót bị mài mòn nghiêm trọng. Giải pháp cho vấn đề này là sử dụng chốt định vị cho bạc lót. Bạn có thể tham khảo các phương án cố định bạc lót theo phương trục trong tài liệu kỹ thuật của chúng tôi với chủ đề “chốt định vị bạc lót”.

Lắp đặt bạc lót composite igutex
Bạc lót igutex có thể được lắp bằng máy ép phẳng, tấm ép phẳng hoặc chốt ép (press-fit pin). Chốt ép không được có cạnh sắc. Thiết kế rãnh thoát (undercut) tại vị trí chuyển tiếp mặt bích giúp ngăn ngừa hư hỏng. Không khuyến nghị lắp bằng cách đóng búa vì có thể làm hỏng bạc lót composite.
Dán cố định bạc lót
Bạc lót thường được lắp bằng phương pháp ép hoặc kẹp cố định trong lỗ lắp. Điều này giúp bạc lót được cố định chắc chắn và không bị xoay ngoài ý muốn. Nhưng nếu điều này không khả thi do dung sai gia công thì sao? Hoặc trong trường hợp bạc lót cần phải quay?
Mặc dù không phổ biến trong nhiều ứng dụng, bạc lót nhựa vẫn có thể trượt trên đường kính ngoài (outer diameter). Đây cũng là một trong những lý do bạc lót nhựa được sử dụng. Bạc lót được lắp trên trục (bolt) và sẽ cùng trục quay hoặc lăn trên bề mặt tiếp xúc. Dán cố định có thể là một giải pháp phù hợp. Tuy nhiên, số loại keo dán cũng đa dạng tương đương với các loại vật liệu bạc lót. Giải pháp nào là phù hợp?
Hướng dẫn để gia công
Bạc lót iglidur được cung cấp sẵn sàng để lắp đặt. Dòng sản phẩm đa dạng cho phép sử dụng các kích thước tiêu chuẩn trong hầu hết các ứng dụng. Trong trường hợp vẫn cần gia công sau, bảng đi kèm sẽ cung cấp các hướng dẫn gia công chi tiết cho bạc lót. Tuy nhiên, nên tránh gia công lại bề mặt trượt của bạc lót nếu có thể. Vì điều này thường dẫn đến tăng mài mòn. Một ngoại lệ điển hình là: bạc lót iglidur M250, loại vật liệu phù hợp cho việc gia công sau. Đối với các loại bạc lót iglidur khác, nhược điểm của việc gia công bề mặt trượt có thể được giảm thiểu bằng cách sử dụng chất hỗ trợ lắp ráp (assembly lubrication).
| Quy trình | Tiện | Khoan | Phay |
|---|---|---|---|
| Vật liệu công cụ | Thép không gỉ | Thép không gỉ | Thép không gỉ |
| Tỷ lệ bước dao [mm] | 0.1 ... 0.5 | 0.1 ... 0.5 | đến 0,5 |
| Góc khe hở | 5 ... 15 | 10 ... 12 | |
| Góc kẹp | 0 ... 10 | 3 ... 5 | |
| Tốc độ cắt [m/min] | 200 ... 500 | 50 ... 100 | lên đến 1000 |
Tư vấn & hỗ trợ
Hân hạnh được trả lời câu hỏi của quý khách

Báo giá và tư vấn trực tuyến
Thời gian làm việc:
Thứ Hai đến Thứ Sáu từ 8:30 đến 17:30
Online:
Thứ Hai đến Thứ Sáu từ 8:30 sáng đến 17:30