Thay đổi ngôn ngữ :
Quy trình in FDM: Giải pháp sản xuất tùy chỉnh theo yêu cầu của bạn

Quy trình in FDM đã trở thành một trong những công nghệ then chốt của in 3D – nhưng thực chất điều gì làm nên công nghệ này?
Fused Deposition Modelling (FDM) cho phép sản xuất các vật thể vật lý thông qua việc gia công filament nhựa nóng chảy từng lớp một. Quy trình này cũng được gọi là Fused Filament Fabrication (FFF).
In FDM có thể được sử dụng trong nhiều lĩnh vực khác nhau, từ nguyên mẫu công nghiệp đến ứng dụng cá nhân, nhờ sự kết hợp giữa dễ sử dụng và tính linh hoạt cao.
igus cung cấp cho người dùng quy trình in FDM các filament được phát triển chuyên biệt làm từ nhựa hiệu suất cao để gia công trên các máy in 3D tiêu chuẩn. Những vật liệu này bền hơn so với nhựa thông thường và lý tưởng cho các chi tiết chống mài mòn trong các ứng dụng chuyển động.
Khám phá trên trang này:
Quy trình in FDM được sử dụng ở đâu?
Fused Deposition Modelling (FDM) được sử dụng như một quy trình sản xuất cho các chi tiết trong nhiều lĩnh vực ứng dụng khác nhau, bao gồm:
Máy chiết rót và đóng gói : Ví dụ như bộ xoay sản phẩm riêng lẻ trên băng chuyền
Tạo mẫu (Prototyping: Dành cho các loạt thử nghiệm nhanh và phát triển thiết kế
Kỹ thuật cơ khí và kỹ thuật nhà máy: Dụng cụ, thiết bị, thay thế các chi tiết nhựa gia công
Hàng không vũ trụ: Kết cấu nhẹ và hình học phức tạp cho mô phỏng hoặc chi tiết thử nghiệm
Ngành công nghiệp ô tô: Nguyên mẫu chức năng, giá đỡ và các lô nhỏ
Công nghệ y tế: Mô hình và nguyên mẫu tùy chỉnh cho lập kế hoạch phẫu thuật
Hobby & DIY: Các ứng dụng như thiết kế trang sức, làm mô hình và đồ trang trí gia dụng
Ứng dụng thực tế của in FDM
Các kẹp không cần bảo trì cho máy in 3D
Carecos Kosmetik GmbH cần các gripper sản xuất để kẹp nắp và vặn nắp lên chai/lọ. Trước đây, các gripper này được gia công từ nhôm, với chi phí lên tới 10.000 euro cho mỗi gripper và thời gian sản xuất lên đến sáu tuần. Nhờ filament iglidur i150 được tối ưu tribology, igus đã cung cấp giải pháp nhanh chóng và tiết kiệm chi phí Các gripper bằng nhựa nhẹ hơn, chống mài mòn cao hơn đến 50 lần và có thể được in chỉ trong 10 đến 12 giờ. Kết quả: tiết kiệm chi phí 85 % và thời gian sản xuất nhanh hơn 70 %. Lý tưởng cho sản xuất tự động trong một loạt các ngành công nghiệp.

Bộ xoay sản phẩm làm từ iglidur® i150 cho dây chuyền chiết rót đồ uống
Trong ngành đồ uống, cơ cấu đảo sản phẩm trước đây được chế tạo từ dây thép hoặc gia công từ khối vật liệu, dẫn đến chi phí cao, lãng phí vật liệu và thời gian giao hàng dài. igus đã phát triển một giải pháp thay thế in 3D sử dụng filament iglidur i150. Cơ cấu đảo lon in 3D có cấu trúc xoắn đặc biệt, giúp định hướng lon chính xác và đảm bảo quá trình chiết rót không lỗi. Giải pháp này giữ nguyên chức năng so với thiết kế trước, đồng thời giúp giảm chi phí sản xuất tới 70%. Có thể xử lý lên đến 60.000 lon mỗi phút, không cần bảo trì và dễ dàng tùy chỉnh theo nhiều kích thước lon khác nhau.

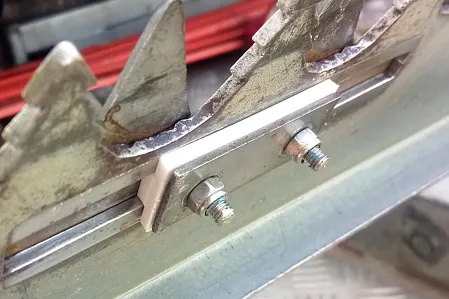
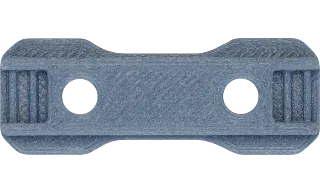
Miếng trượt cho máy cắt cỏ nổi
Máy cắt cỏ nổi được sử dụng để loại bỏ cỏ ven bờ hồ Các lưỡi cắt trước đây sử dụng miếng trượt kim loại, nhanh bị mài mòn do bụi bẩn và độ ẩm, phải thay thế tới ba lần mỗi mùa Chi phí phụ tùng thay thế cao. Một giải pháp thay thế bền bỉ và tiết kiệm chi phí đã được phát triển với các chi tiết trượt in 3D từ iglidur i180. Các chi tiết giúp tiết kiệm chi phí tới 15 lần, tăng khả năng chống mài mòn gấp 50 lần và vận hành không cần bôi trơn nhờ chất bôi trơn rắn tích hợp. Công nghệ in 3D FDM cho phép cung ứng nhanh và linh hoạt, giúp giảm đáng kể nhu cầu bảo trì và tổng chi phí vận hành
Yêu cầu giải pháp cho dự án ngay
Bạn đang triển khai dự án tương tự và cần hỗ trợ về thiết kế hoặc lựa chọn vật liệu cho gripper, cơ cấu đảo sản phẩm hoặc các chi tiết tùy chỉnh khác?
Liên hệ với chúng tôi và chia sẻ yêu cầu ứng dụng của bạn. Đội ngũ chuyên gia của chúng tôi sẽ tư vấn trực tiếp và hỗ trợ bạn tìm giải pháp tối ưu cho ứng dụng cụ thể.
Ưu điểm của quy trình in FDM

Khi cần triển khai nhanh và dễ vận hành, FDM là một lựa chọn đã được chứng minh hiệu quả:
- Lựa chọn vật liệu đa dạng: Bên cạnh các loại nhựa tiêu chuẩn như PLA và ABS – vốn cũng được sử dụng trong ép phun – còn có thể sử dụng các polymer hiệu suất cao. Bên cạnh các loại nhựa tiêu chuẩn như PLA và ABS – vốn cũng được sử dụng trong ép phun – còn có thể sử dụng các polymer hiệu suất cao.
- In đa màu và khả năng đa vật liệu: Với FDM, các filament khác nhau có thể được kết hợp trong một quy trình in, cho phép in các chi tiết với những đặc tính khác nhau.
- Dễ sử dụng: Vận hành đơn giản của hầu hết các máy in 3D khiến quy trình này đặc biệt hấp dẫn đối với người mới bắt đầu.
- Sản xuất nhanh: Các chi tiết nhỏ được in nhanh chóng – lý tưởng cho nguyên mẫu và loạt sản xuất nhỏ.
- Hiệu quả chi phí: Máy in FDM thường có chi phí đầu tư và vận hành thấp hơn so với các công nghệ khác. Vật liệu có chi phí thấp và dễ tiếp cận, giúp giảm chi phí vận hành. Quy trình sạch, không yêu cầu thiết bị bảo hộ hoặc thiết bị bổ sung như máy làm sạch siêu âm
Giới hạn của in FDM
Mặc dù quy trình in FDM rất linh hoạt, nhưng trong một số lĩnh vực, quy trình này vẫn có những giới hạn nhất định:
- Mức độ chi tiết thấp hơn: Vết lớp in có thể nhìn thấy và độ chính xác thấp hơn so với các quy trình như SLA hoặc SLS.
- Hậu xử lý: Tùy thuộc vào yêu cầu chất lượng bề mặt, các cấu trúc support và vết lớp in có thể cần xử lý bổ sung, ví dụ như chà nhám hoặc sơn chà nhám hoặc sơn phủ
- Sản lượng hạn chế: FDM kém hiệu quả về chi phí đối với sản xuất hàng loạt. Với số lượng lớn, công nghệ ép nhựa mang lại lợi thế rõ rệt về tốc độ và chi phí trên mỗi chi tiết.
Khi nào nên sử dụng từng quy trình?
Đối với hình học phức tạp, yêu cầu độ chi tiết cao hoặc chi tiết có độ bền đặc biệt, có thể cần đến công nghệ in 3D khác igus cung cấp dịch vụ in 3D cho các chi tiết tùy chỉnh sử dụng công nghệ FDM, SLS và DLP ⯈ Tìm hiểu thêm về dịch vụ in 3D
Bảng dưới đây so sánh in FDM với các công nghệ khác:
| Tiêu chí | FDM | SLS | DLP |
|---|---|---|---|
| Độ ổn định kích thước: | Ít chính xác | Chính xác | Rất chính xác |
| Chất lượng bề mặt | Các lớp có thể nhìn thấy | Bề mặt nhẵn mịn, hầu như không thấy vết lớp in | Rất mịn |
| Các tính chất cơ học | Độ dị hướng về độ bền cao hơn, có sẵn vật liệu gia cường sợi | Chỉ có dị hướng nhẹ | Cấu trúc đồng nhất cao, độ bền gần như đẳng hướng |
| Có thể tạo hình dạng phức tạp không? | Bị hạn chế, cần cấu trúc đỡ (support) | Rất tốt, không cần cấu trúc đỡ | Rất tốt, chi tiết tốt có thể |
| Thời lượng in | Nhanh đối với các chi tiết đơn lẻ | Nhanh khi sản xuất với số lượng lớn | Nhanh khi sản xuất với số lượng lớn |
| Chi phí | Hiệu quả chi phí | Giá trung bình | Chi phí khá cao |
| Điểm nổi bật tại igus | Phù hợp cho các chi tiết kích thước lớn, có khả năng in đa vật liệu | Sản xuất khối lượng lớn, độ chính xác kích thước cao | Có thể chi tiết cực kỳ tốt |
Giải thích bổ sung
Tính dị hướng (anisotropy) mô tả các đặc tính của vật liệu phụ thuộc theo hướng.
Trong in FDM, cấu trúc dạng lớp dẫn đến sự khác biệt về độ bền, đặc biệt là giữa mặt phẳng in (X/Y) và phương thẳng đứng (Z).
Theo phương Z, chi tiết thường có độ bền thấp hơn do liên kết giữa các lớp yếu hơn.
Do đó, hướng đặt chi tiết nên được lựa chọn sao cho tải trọng tác dụng càng nhiều càng tốt theo hướng ổn định hơn.
Tính đẳng hướng (isotropy) là khả năng vật liệu phản ứng giống nhau theo mọi hướng, vào hướng tác động của tải
Trong in 3D FDM, điều này không hoàn toàn đúng do các lớp in liên kết với nhau theo cách khác nhau Việc tối ưu tham số in và định hướng in phù hợp giúp cải thiện tính đẳng hướng của chi tiết.
Vật liệu in FDM
Việc lựa chọn vật liệu phù hợp quyết định hiệu suất của chi tiết in 3D. Trong in FDM, dải vật liệu trải dài từ filament tiêu chuẩn dễ gia công cho đến nhựa hiệu suất cao, đáp ứng ngay cả những yêu cầu khắt khe nhất.

Tribo‑filament igus chống mài mòn
POM, PE và PA có đặc tính trượt tốt và độ ổn định kích thước cao, nhưng khó hoặc không phù hợp để in 3D. Với filament iglidur, igus cung cấp giải pháp thay thế dễ gia công/in hơn cho các vật liệu này. Đối với các ứng dụng mà nhựa kỹ thuật thông thường không đáp ứng được, เช่น các chi tiết chuyển động liên tục hoặc chịu ma sát cao, igus cung cấp nhiều loại filament có khả năng chống mài mòn vượt trội. hám phá danh mục đa dạng, từ vật liệu dễ gia công đến các giải pháp cho điều kiện ứng dụng khắt khe.
Quy trình in FDM hoạt động như thế nào? Một cái nhìn về công nghệ
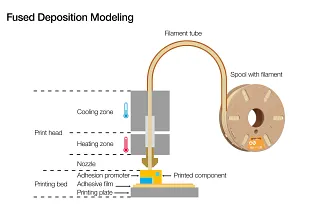
Quy trình in FDM hoạt động theo một nguyên lý đơn giản: filament nhựa được gia nhiệt, làm nóng chảy và đùn ra từng lớp, cho đến khi chi tiết được tạo hình hoàn chỉnh.
- Cấp vật liệu: Sợi nhựa (filament) được tháo từ cuộn và đưa đều vào đầu in của máy in 3D
- Gia công vật liệu: ilament được gia nhiệt trong đầu in – ở nhiệt độ từ 190 °C đến 450 °C, tùy thuộc vào vật liệu – và được đùn ra ở dạng nóng chảy dưới dạng sợi mảnh (extruded).
- Tạo lớp: Đầu in di chuyển chính xác theo đường dẫn của mô hình 3D và đùn vật liệu nóng chảy từng lớp. Quá trình làm nguội nhanh khiến vật liệu đông cứng ngay lập tức và các lớp liên kết với nhau. Chi tiết được tạo thành từng bước theo nguyên lý này
Các yếu tố cần lưu ý khi lập kế hoạch in FDM
Lập kế hoạch tốt là yếu tố then chốt để tạo ra chi tiết in FDM đạt yêu cầu. Dưới đây là những yếu tố quan trọng để chuẩn bị tối ưu.
Những thách thức điển hình trong in FDM
Là người dùng, bạn có thể làm gì nếu quá trình gia công filament không diễn ra trơn tru và kết quả mong muốn không đạt được? Đối với hai thách thức dưới đây cũng như nhiều vấn đề khác khi in 3D với filament, chúng tôi cung cấp các mẹo và hỗ trợ khắc phục sự cố trong hướng dẫn của mình. Tải về tại đây


Muốn tìm hiểu thêm?
Tận dụng bộ “24 mẹo in 3D với filament” của chúng tôi
Một số vấn đề trong in 3D FDM dễ nhận biết và xử lý, trong khi những vấn đề khác phức tạp hơn và có thể xuất phát từ nhiều nguyên nhân. Bạn muốn biết cách xử lý hiệu quả các thách thức phổ biến trong in 3D FDM? Tải ngay tài liệu hướng dẫn để nhận các mẹo tối ưu chất lượng in
In ấn an toàn không cần cloud: giải pháp phần mềm cho Bambu Studio trong mạng doanh nghiệp
Phần mềm igus Bambu Wingman cho phép giao tiếp tin cậy giữa máy in Bambu Lab và phần mềm slicing, không kết nối với máy chủ bên ngoài và không chia sẻ dữ liệu in với bên thứ ba.
Tất cả các chức năng đều có sẵn cục bộ và có thể sử dụng trực tiếp từ Bambu Studio hoặc OrcaSlicer, bất kể phiên bản firmware hay phần mềm.